Bevezetés
Mostanáig,körkörös kötésgépeket kötött szövetek tömeggyártására terveztek és gyártottak.A kötött szövetek különleges tulajdonságai, különösen a körkörös kötési eljárással készült finom szövetek, alkalmassá teszik ezeket a szövettípusokat ruházati, ipari textíliákban, orvosi és ortopédiai ruházati cikkekben való használatra,autóipari textíliák, harisnya, geotextília stb. A körkörös kötés technológiájának legfontosabb megvitatási területei a termelés hatékonyságának növelése és a szövetminőség javítása, valamint a minőségi ruházat, az orvosi alkalmazások, az elektronikus ruházati cikkek, a finom szövetek stb. új trendjei. Híres gyártó cégek törekedtek körkötőgépek fejlesztése az új piacokra való kiterjesztése érdekében.A kötőiparban dolgozó textilszakértőknek tisztában kell lenniük azzal, hogy a csőszerű és varrat nélküli szövetek kiválóan alkalmasak különféle alkalmazásokra nemcsak a textiliparban, hanem az orvosi, elektronikai, mezőgazdasági, polgári és egyéb területeken is.
A körkötőgépek alapelvei és osztályozása
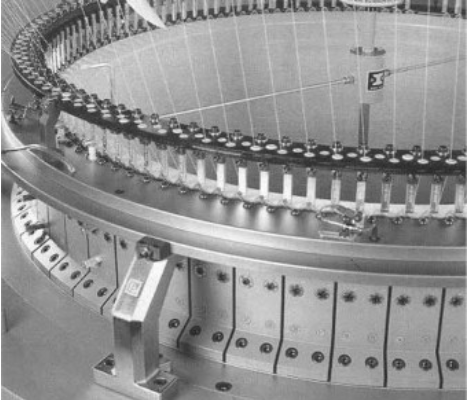
Sokféle körkörös kötőgép létezik, amelyek hosszú cső alakú szöveteket gyártanak, amelyeket meghatározott végfelhasználásra gyártanak.Single jersey kerek kötőgépegyetlen „hengeres” tűvel vannak felszerelve, amely körülbelül 30 hüvelyk átmérőjű, sima szöveteket készít.A gyapjúgyártás beindulSingle jersey kerek kötőgépáltalában 20-as vagy durvábbra korlátozódik, mivel ezek a mérőeszközök kétszeres gyapjúszálakat is használhatnak.Egy trikós csőkötőgép hengerrendszerét a 3.1. ábra mutatja be.A gyapjú egydzsörzé szövetek másik jellemző tulajdonsága, hogy az anyag szélei hajlamosak befelé görbülni.Ez nem jelent problémát, ha a szövet cső alakú, de a felvágás után nehézségeket okozhat, ha az anyag nincs megfelelően befejezve.A frottírhurkos gépek a gyapjúszövetek alapját képezik, amelyeket úgy állítanak elő, hogy két fonalat ugyanabba az öltésbe kötnek, egy csiszolt fonalból és egy hurkos fonalból.Ezeket a kiálló hurkokat azután ecsettel vagy megemeljük a befejezés során, így gyapjúszövet jön létre.A szilánkos kötőgépek egy dzsörzé szövetből készült fürdőkádas kötőgépek, amelyeket úgy alakítottak ki, hogy astabil szálr a kötött szerkezetbe.
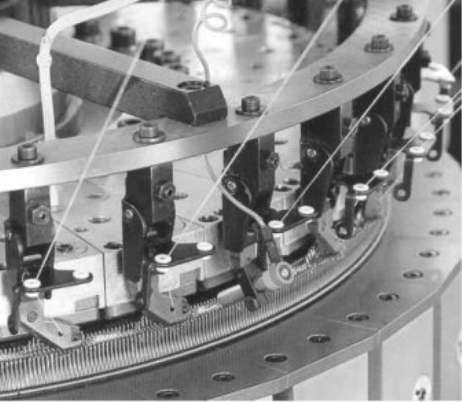
Dupla mez Kötőgépek(3.2. ábra) egy trikós kötőgépek, amelyek „tárcsával” egy extra tűkészletet tartalmaznak, amelyek vízszintesen vannak elhelyezve a függőleges hengeres tűk mellett.Ez az extra tűkészlet lehetővé teszi olyan anyagok előállítását, amelyek kétszer olyan vastagok, mint a szimpla jersey szövetek.Tipikus példák közé tartoznak a retesz alapú szerkezetek fehérneműhöz/alapréteghez, valamint 1 × 1 bordás szövetek leggingsekhez és felsőruházati termékekhez.Sokkal finomabb fonalak is használhatók, mivel az egyszálú fonalak nem jelentenek problémát a dupla dzsörzé kötött anyagoknál.
A műszaki paraméter alapvető fontosságú a lycra jersey körkötőgép besorolásánál.A mérőeszköz a tűk közötti távolság, és a hüvelykenkénti tűk számára vonatkozik.Ezt a mértékegységet nagy E betűvel jelöljük.
A ma már különböző gyártóktól beszerezhető dzsörzé körkötőgépek széles méretválasztékban kaphatók.Például a síkágyas gépek E3-tól E18-ig, a nagy átmérőjű körkörös gépek pedig E4-től E36-ig terjedő méretben kaphatók.A mérők széles választéka minden kötési igényt kielégít.Nyilvánvalóan a leggyakoribb modellek a közepes méretűek.
Ez a paraméter a munkaterület méretét írja le.A dzsörzé körkötő gépen a szélesség az ágyak üzemi hosszát jelenti, az elsőtől az utolsó horonyig mérve, és általában centiméterben adják meg.A lycra jersey körkötőgépen a szélesség az ágy átmérője hüvelykben mérve.Az átmérőt két szemközti tűn mérjük.A nagy átmérőjű kör alakú kötőgépek szélessége 60 hüvelyk lehet;a leggyakoribb szélesség azonban 30 hüvelyk.A közepes átmérőjű kör alakú kötőgépek szélessége körülbelül 15 hüvelyk, a kis átmérőjű modellek pedig körülbelül 3 hüvelyk szélesek.
A kötőgép-technológiában az alaprendszer a tűket mozgató és a hurok kialakítását lehetővé tevő mechanikai alkatrészek összessége.Egy gép teljesítményét a beépített rendszerek száma határozza meg, mivel minden rendszer megfelel a tűk felemelő vagy süllyesztő mozgásának, így egy pálya kialakításának.
A rendszer mozgásait bütyköknek vagy háromszögeknek nevezzük (emelés vagy süllyesztés a tűk mozgásának megfelelően).A síkágyas gépek rendszerei a kocsinak nevezett gépelemen vannak elrendezve.A hintó oda-vissza mozdulattal csúszik előre-hátra az ágyon.A jelenleg forgalomban lévő gépmodellek egy-nyolc rendszert tartalmaznak, amelyek különböző módon vannak elosztva és kombinálva (a kocsik száma és a rendszerek száma kocsinként).
A kör alakú kötőgépek egyetlen irányba forognak, és a különféle rendszerek az ágy kerülete mentén vannak elosztva.A gép átmérőjének növelésével növelhető a rendszerek száma, és ezáltal az egyes fordulatonként behelyezett pályák száma.
Manapság a Big kör alakú kötőgépek hüvelykenként számos átmérővel és rendszerrel állnak rendelkezésre.Például az olyan egyszerű szerkezetek, mint a mezöltés, akár 180 rendszert is tartalmazhatnak;azonban a nagy átmérőjű körgépeken beépített rendszerek száma általában 42 és 84 között van.
A szövet kialakítása érdekében a tűkbe táplált fonalat egy előre meghatározott útvonalon kell továbbítani az orsótól a kötési zónáig.A különböző mozgások ezen az úton vezetik a fonalat (szálvezetők), beállítják a fonal feszességét (fonalfeszítő eszközök), és ellenőrzik az esetleges fonalszakadásokat.
A fonalat egy speciális tartón elhelyezett orsóról veszik le, amelyet orsónak neveznek (ha a gép mellé helyezik), vagy állványnak (ha fölötte van elhelyezve).A fonalat ezután a kötési zónába vezetik a cérnavezetőn keresztül, amely tipikusan egy kis lemez, amelyen egy acélszem található a fonal megtartására.Az olyan különleges minták, mint például az intarzia és a vanisé effektusok elérése érdekében a textilkör gép speciális szálvezetőkkel van felszerelve.
Harisnyakötési technológia
Évszázadokon át a harisnyagyártás volt a kötőipar fő gondja.A lánc-, kör-, lapos- és teljesen divatos kötéshez használt gépek prototípusait harisnya kötésére tervezték;a harisnyagyártás azonban szinte kizárólag a kis átmérőjű körgépek használatára összpontosul.A „harisnya” kifejezést olyan ruhákra használják, amelyek főleg az alsó végtagokat takarják: a lábakat és a lábfejeket.Finom termékek készülnek belőletöbbszálú fonalak25,4 mm-enként 24–40 tűvel rendelkező kötőgépeken, például finom női harisnyákon és harisnyákon, valamint fonott fonalból készült durva termékek kötőgépeken 5–24 tűvel 25,4 mm-enként, például zokni, térdzokni és durva harisnya.
A finom vastagságú varrat nélküli női szöveteket sima szerkezetben kötik egyhengeres gépeken, lefogó süllyesztőkkel.A bordás vagy szegélyezett szerkezetű férfi, női és gyerek zoknik duplahengeres gépeken készülnek, amelyek egymáshoz kötött sarkú és orrúak, összekötéssel záródnak.Akár bokalánc, akár vádliig érő harisnya gyártható tipikus gépi specifikációval, 4 hüvelykes átmérővel és 168 tűvel.Jelenleg a legtöbb varrat nélküli harisnyaterméket kis átmérőjű, többnyire E3,5 és E5,0 közötti, vagy 76,2 és 147 mm közötti tűosztású körkötőgépeken gyártják.
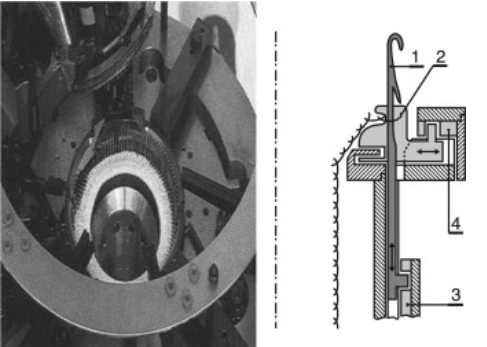
A sima alapszerkezetű sport- és alkalmi zoknikat ma már általában egyhengeres gépeken kötik, lefogó süllyesztővel.Formálisabb egyszerű bordás zoknik köthetők hengeres és kétbordás gépeken, amelyeket „igazi bordás” gépeknek neveznek.A 3.3. ábra a valódi bordás gépek számlaprendszerét és kötőelemeit mutatja be.
Feladás időpontja: 2023-04-04