Bevezetés
EddigkörkötésA kötött kelmék tömeggyártására gépeket terveztek és gyártottak. A kötött kelmék, különösen a körkötéssel készült finom kelmék különleges tulajdonságai alkalmassá teszik ezeket a kelmetípusokat ruházati, ipari textíliák, orvosi és ortopédiai ruházat készítésére.autóipari textíliák, harisnyák, geotextíliák stb. A körkötés technológiájával kapcsolatos legfontosabb megbeszélések a termelési hatékonyság növelése és az anyagminőség javítása, valamint az új trendek a minőségi ruházat, az orvosi alkalmazások, az elektronikai ruházat, a finom anyagok stb. terén. Híres gyártócégek fejlesztettek körkötő gépeket, hogy új piacokra terjeszkedhessenek. A kötőipar textilszakértőinek tisztában kell lenniük azzal, hogy a csőszerű és varrat nélküli anyagok kiválóan alkalmasak különféle alkalmazásokra nemcsak a textiliparban, hanem az orvosi, elektronikai, mezőgazdasági, polgári és egyéb területeken is.
A körkötőgépek alapelvei és osztályozása
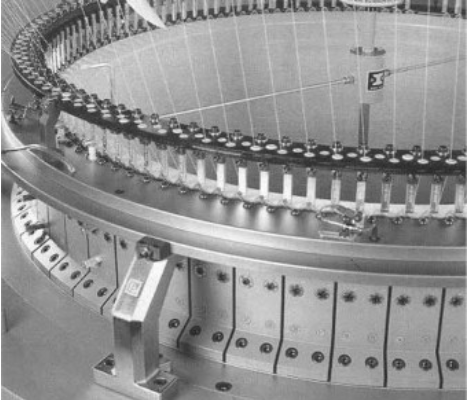
Sokféle körkötőgép létezik, amelyek hosszú, csőszerű szövetet állítanak elő, speciális végfelhasználásra.Egyszínű jersey kerek kötőgépegyetlen tűből álló „hengerrel” vannak felszerelve, amelyekkel sima, körülbelül 30 hüvelyk átmérőjű szöveteket lehet előállítani. GyapjúgyártásEgyszínű jersey kerek kötőgépáltalában 20-as méretűre vagy durvábbra korlátozódik, mivel ezek a méretek kétszer hajtogatott gyapjúfonalakat is tudnak használni. Az egyszálú jersey csőkötőgép hengerrendszerét a 3.1. ábra mutatja be. A gyapjú egyszálú jersey szövetek egy másik jellemzője, hogy a szövet szélei hajlamosak befelé görbülni. Ez nem jelent problémát, amíg a szövet cső alakú, de ha fel van vágva, nehézségeket okozhat, ha a szövet nincs megfelelően kidolgozva. A frottírhurok-gépek képezik a polárszövetek alapját, amelyeket úgy állítanak elő, hogy két fonalat, egy alapfonalat és egy hurokfonalat kötnek ugyanabba az öltésbe. Ezeket a kiálló hurkokat ezután a kidolgozás során kefélik vagy megemelik, így polárszövetet hoznak létre. A szálkötőgépek olyan egyszálú jersey szövetből készült kádkötőgépek, amelyeket úgy alakítottak ki, hogy egy szál fonalat fogjanak be.stabil rostr a kötött szerkezetbe.
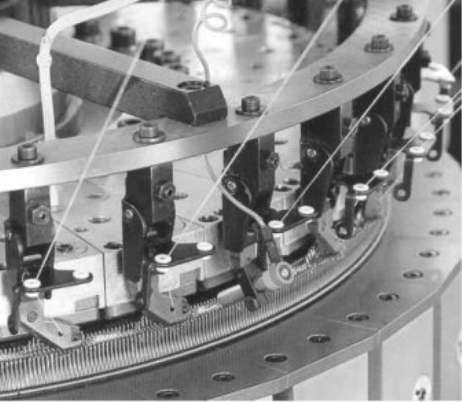
Dupla jersey kötőgépek(3.2. ábra) olyan egyszálú jersey kötőgépek, amelyeknek egy „tárcsája” egy extra tűkészletet tartalmaz, amelyek vízszintesen helyezkednek el a függőleges hengeres tűk mellett. Ez a plusz tűkészlet lehetővé teszi az egyszálú jersey szövetekhez képest kétszer olyan vastag anyagok előállítását. Tipikus példák az interlock alapú szerkezetek alsóneműhöz/alaprétegű ruhadarabokhoz, valamint az 1 × 1 bordás anyagok leggingshez és felsőruházati termékekhez. Sokkal finomabb fonalak is használhatók, mivel az egyszálú fonalak nem jelentenek problémát a dupla jersey kötött anyagokhoz.
A műszaki paraméter alapvető fontosságú a lycra jersey körkötőgépek osztályozása szempontjából. A kötésmérték a tűk közötti távolságot jelöli, és a tűk számát jelenti hüvelykenként. Ezt a mértékegységet nagy E betűvel jelöljük.
A különböző gyártók által kínált jersey körkötőgépek széles méretválasztékban kaphatók. Például a síkágyas gépek E3-tól E18-ig, a nagy átmérőjű körkötőgépek pedig E4-től E36-ig terjedő méretekben kaphatók. A méretek széles választéka minden kötési igényt kielégít. Természetesen a leggyakoribb modellek a közepes méretűek.
Ez a paraméter a munkaterület méretét írja le. Jersey körkötőgépeknél a szélesség az ágyak működési hossza, az elsőtől az utolsó vájatig mérve, és általában centiméterben van kifejezve. Lycra jersey körkötőgépeknél a szélesség az ágy átmérője hüvelykben mérve. Az átmérőt két ellentétes tűn mérik. A nagy átmérőjű körkötőgépek szélessége 60 hüvelyk lehet; azonban a leggyakoribb szélesség 30 hüvelyk. A közepes átmérőjű körkötőgépek szélessége körülbelül 15 hüvelyk, a kis átmérőjű modelleké pedig körülbelül 3 hüvelyk.
A kötőgép-technológiában az alaprendszer a tűket mozgató és a hurok kialakítását lehetővé tevő mechanikus alkatrészek összessége. Egy gép kimeneti teljesítményét a benne foglalt rendszerek száma határozza meg, mivel minden rendszer a tűk emelő vagy süllyesztő mozgásának, és így egy sor kialakításának felel meg.
A rendszer mozgásait bütyköknek vagy háromszögeknek nevezzük (emelések vagy süllyesztések a tűk eredő mozgásának megfelelően). A síkágyas gépek rendszerei egy kocsinak nevezett gépalkatrészen helyezkednek el. A kocsi oda-vissza mozog az ágyon. A piacon jelenleg kapható gépmodellek egytől nyolcig terjedő rendszert tartalmaznak, amelyek különböző módon (kocsik száma és kocsinkénti rendszerek száma) vannak elosztva és kombinálva.
A körkötőgépek egyetlen irányban forognak, és a különböző rendszerek az ágy kerülete mentén vannak elosztva. A gép átmérőjének növelésével növelhető a rendszerek száma, és így a fordulatonként beillesztett sorok száma is.
Manapság a nagyméretű körkötőgépek számos átmérővel és hüvelykenkénti rendszerrel kaphatók. Például az egyszerű konstrukciók, mint például a jersey öltés, akár 180 rendszert is tartalmazhatnak; azonban a nagy átmérőjű körkötőgépeken beépített rendszerek száma általában 42 és 84 között mozog.
A tűkhöz juttatott fonalat, amely az anyag megformázásához szükséges, egy előre meghatározott útvonalon kell továbbítani az orsótól a kötési zónáig. Az útvonal mentén végrehajtott különböző mozgások vezetik a fonalat (szálvezetők), beállítják a fonal feszességét (fonalfeszítő eszközök), és ellenőrzik az esetleges fonalszakadásokat.
A fonalat a speciális tartón, az úgynevezett creel-en (ha a gép mellett helyezkedik el) vagy egy állványon (ha felette helyezkedik el) elhelyezett orsóról veszik le. A fonalat ezután a szálvezetőn keresztül vezetik a kötési zónába, ami jellemzően egy kis lemez acél fűzőlyukkal a fonal megtartására. Különleges minták, például intarzia és vanisé effektek eléréséhez a textilkör-gépek speciális szálvezetőkkel vannak felszerelve.
Harisnyakötési technológia
Évszázadokon át a harisnyagyártás volt a kötőipar fő tevékenysége. A lánc-, kör-, sík- és teljes kötés prototípus gépeit harisnyakötéshez tervezték; azonban a harisnyagyártás szinte kizárólag a kis átmérőjű körgépek használatára összpontosul. A „harisnya” kifejezést olyan ruházatra használják, amely főként az alsó végtagokat, a lábakat és a lábfejeket takarja. Léteznek finom termékek, amelyek...többszálú fonalak25,4 mm-enként 24-40 tűs kötőgépeken, mint például a finom női harisnyák és harisnyák, valamint a 25,4 mm-enként 5-24 tűs kötőgépeken fonott fonalból készült durva termékek, mint például a zoknik, térdzoknik és durva harisnyanadrágok.
A női finomszemcsés, varratmentes anyagokat sima szerkezetben kötik egyhengeres, süllyesztett kötőgépeken. A bordás vagy fordított szerkezetű férfi, női és gyermek zoknikat kéthengeres, váltakozó sarokkal és lábujjakkal rendelkező, összekötéssel záródó gépeken kötik. Egy tipikus, 4 hüvelyk átmérőjű és 168 tűs gépspecifikációval készült gépen bokalánc vagy vádlihosszúságú harisnya is előállítható. Jelenleg a legtöbb varratmentes harisnyaterméket kis átmérőjű, többnyire E3,5 és E5,0 közötti átmérőjű, vagy 76,2 és 147 mm közötti tűosztású körkötőgépeken gyártják.
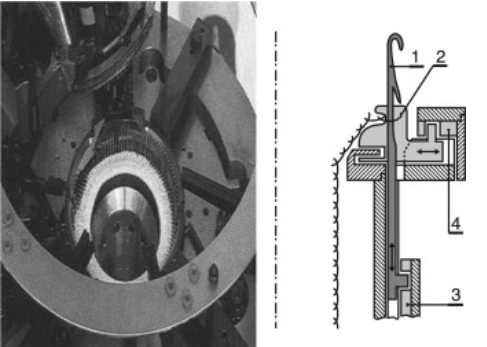
Az egyszerű alapú sport- és hétköznapi zoknikat ma már általában egyhengeres, lenyomós gépeken kötik. A formálisabb, egyszerű bordás zoknik köthetők hengeres és kétbordás gépeken, az úgynevezett „valódi bordás” gépeken. A 3.3. ábra a valódi bordás gépek tárcsás rendszerét és kötéselemeit mutatja be.
Közzététel ideje: 2023. február 4.